

เหตุใดโฟมจึงล้มเหลวในสายการผลิตกรอบประตู WPC
แนวทางแก้ไขปัญหาการไม่เกิดฟองในการผลิตวงกบประตู WPC
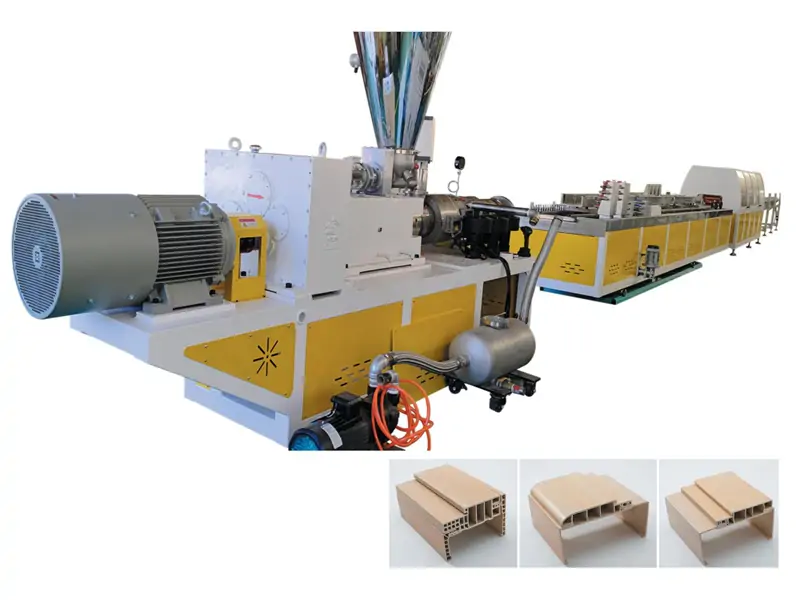
หยงเต้เครื่องผลิตกรอบประตู WPCสร้างวงกบประตูคุณภาพสูงจากวัสดุผสมไม้ PVC โดยใช้เทคโนโลยีโฟม อุปกรณ์ล้ำสมัยนี้รวมโมดูลควบคุมอุณหภูมิที่แม่นยำและการตั้งค่าสกรูแบบพิเศษเข้าด้วยกันเพื่อให้การผสมผสานระหว่างเมทริกซ์ PVC และเส้นใยไม้สมบูรณ์แบบ ในขณะเดียวกัน ระบบฟองรับประกันการกระจายตัวของเซลล์ ซึ่งช่วยเพิ่มทั้งความแข็งแรงของโครงสร้างและลักษณะฉนวนความร้อนของวงกบประตูสำเร็จรูป
อย่างไรก็ตาม ผู้ปฏิบัติงานจำนวนมากประสบปัญหากับการเกิดฟองในระหว่างการผลิต ส่งผลให้ผลิตภัณฑ์มีน้ำหนักมากเกินไป และส่งผลให้ต้นทุนการผลิตสูงขึ้น ซึ่งเป็นปัจจัยที่อาจนำไปสู่การกีดกันตลาด ด้วยประสบการณ์หลายปีในอุตสาหกรรม วิศวกรของ Yongte ได้รวบรวมและวิเคราะห์วิธีแก้ปัญหาต่อไปนี้เพื่อแก้ไขปัญหาการเกิดฟอง เหตุผลที่อธิบายไว้ด้านล่างอธิบายว่าทำไมวงกบประตูไม้-พลาสติกจึงไม่เกิดฟองในระหว่างการอัดขึ้นรูป และสรุปขั้นตอนในการดำเนินการตรวจสอบด้วยตนเอง
I. ปัญหาด้านการกำหนดสูตรและวัตถุดิบ (ที่พบบ่อยที่สุด)
1. สารเกิดฟองมีข้อบกพร่องหรือไม่เพียงพอ
· ปรากฏการณ์: ไม่มีการขยายตัวเมื่อพ่นแม่พิมพ์ออก ความหนาแน่นสูงมาก เนื้อแข็ง
สาเหตุของการเกิดฟองและวิธีแก้ไข
|
สาเหตุ |
สารละลาย |
|
ปริมาณสารทำให้เกิดฟองไม่เพียงพอ (AC/NC/OBSH) (ช่วงปกติ: 0.8–1.5 กก. ต่อ PVC 100 กก.) |
เพิ่มปริมาณสารทำให้เกิดฟอง 0.2–0.3 กก. ต่อชุด ค่อยๆ ปรับเป็น 1.0–1.2 กก. ต่อ PVC 100 กก.
|
|
สารเกิดฟองแสดงความสามารถในการดูดความชื้น การจับตัวเป็นก้อน การหมดอายุ หรือประสิทธิภาพในการสลายตัวลดลงอย่างรวดเร็ว |
แทนที่ด้วยสารทำให้เกิดฟองชุดใหม่และเก็บไว้ในที่แห้ง |
|
การไม่มีตัวกระตุ้น (เช่น ZnO หรือ ZnSt) ส่งผลให้อุณหภูมิในการสลายตัวสูงเกินไปและการสลายตัวไม่สมบูรณ์ |
เติม ZnO 0.1–0.3 กก. เป็นตัวกระตุ้นเพื่อลดอุณหภูมิการสลายตัว |
2. ตัวควบคุมการเกิดฟองที่ไม่สมดุล (เช่น ACR หรือตัวควบคุมการเกิดฟอง)
· ปรากฏการณ์: ไม่มีการเกิดฟองเกิดขึ้น หรือการเกิดฟองทำให้โครงสร้างเซลล์หยาบหรือเซลล์ยุบ
การใช้สารควบคุมการเกิดฟองและสารละลาย
|
ตัวควบคุมการเกิดฟอง |
การนำเสนอปัญหา |
สารละลาย |
|
ปริมาณไม่เพียงพอ
|
ความแข็งแรงหลอมละลายต่ำ → ไม่สามารถจับก๊าซได้ → ไม่มีการเกิดฟองหรือฟองแตก |
1. ปริมาณมาตรฐาน: 5–8 กก. (ACR530) 2. หากไม่เกิดฟอง: เพิ่มตัวปรับแต่ง 0.5–1 ส่วนเพื่อเพิ่มความแข็งแรงของการหลอม 3. หากยังไม่เกิดฟอง: ลดปริมาณสารปรับสภาพลง 0.3–0.5 กก. เพื่อลดความหนืดของของเหลวหลอม |
|
ปริมาณที่มากเกินไป |
ความหนืดหลอมเหลวมากเกินไป → การขยายตัวของฟองที่จำกัด → ความหนาแน่นสูงโดยไม่มีการเกิดฟอง |
1. ปริมาณมาตรฐาน: 5–8 กก. (ACR530) 2. หากไม่เกิดฟอง: เพิ่มตัวปรับแต่ง 0.5–1 ส่วนเพื่อเพิ่มความแข็งแรงของการหลอม 3. หากยังไม่เกิดฟอง: ลดปริมาณสารปรับสภาพลง 0.3–0.5 กก. เพื่อลดความหนืดของของเหลวหลอม |
โอ
3. ระบบหล่อลื่นไม่สมดุล (อัตราส่วนสลิปภายใน/ภายนอกไม่ถูกต้อง)
· ปรากฏการณ์: การเกิดพลาสติกอย่างรวดเร็วหรือช้า ความล้มเหลวในการขยายตัวหลังจากการดีดออกของเชื้อรา พื้นผิวสีเข้ม
ปัญหาการหล่อลื่นและแนวทางแก้ไขในกระบวนการเกิดฟอง
|
ปัญหา |
สาเหตุ |
ผล |
สารละลาย |
|
สลิปภายในมากเกินไป |
การทำให้เป็นพลาสติกอย่างรวดเร็วและเกิดฟองก่อนวัยอันควร |
การปล่อยแรงดันที่แม่พิมพ์ ไม่มีฟองเมื่อทำการรื้อถอน |
ลดการลื่นภายในและเพิ่มการลื่นภายนอก |
|
สลิปภายนอกมากเกินไป |
ความหนืดละลายต่ำและการกักเก็บก๊าซไม่ดี |
ความล้มเหลวของโฟม |
อัตราส่วนสารหล่อลื่นโดยทั่วไป: สลิปภายใน (กรดสเตียริก) 0.5–0.9 กก. สลิปภายนอก (PE Wax หรือ OPE) 0.3–0.8 กก |
|
การหล่อลื่นไม่เพียงพอ |
การทำให้เป็นพลาสติกไม่ดี แรงบิดสูง การกระจายอุณหภูมิไม่สม่ำเสมอ |
การสลายตัวของสารเกิดฟองที่ไม่สมบูรณ์ |
เพิ่มการลื่นภายในและลดการลื่นภายนอก |
โอ
4. สารตัวเติมมากเกินไป แป้งไม้ หรือวัสดุรีไซเคิล
· ปรากฏการณ์: วัสดุแห้งมากเกินไป การไหลละลายไม่ดี ความยากลำบากในการเกิดฟอง
ปัญหาและแนวทางแก้ไขของฟิลเลอร์
|
问题 |
解决方案 |
|
สารตัวเติมทั้งหมด (แป้งไม้ + แคลเซียมคาร์บอเนต) ที่เกิน 180–220 กก. หรืออัตราส่วนวัสดุรีไซเคิล >30–50% ส่งผลให้มีความแข็งแรงหลอมเหลวสูงเกินไปและการแพร่กระจายของก๊าซไม่ดี |
จำกัดอัตราส่วนวัสดุรีไซเคิลไว้ที่ ≤30% ควบคุมปริมาณสารตัวเติมทั้งหมดภายใน 150–200 กิโลกรัม |
|
แป้งไม้ที่ยังไม่แห้ง (ความชื้น >2%) → การดูดซึมความร้อนลดลง การทำให้เป็นพลาสติกบกพร่อง และการรบกวนการเกิดฟอง |
ตากแป้งไม้ที่อุณหภูมิ 80–120°C เป็นเวลา 2–4 ชั่วโมงเพื่อให้ได้ความชื้น <0.5% |
โอ
5. โคลงความร้อนไม่เพียงพอหรือคุณภาพต่ำ
· ปรากฏการณ์: ความร้อนสูงเกินไปในท้องถิ่น, สีเหลือง, การสลายตัวของสารก่อฟองก่อนเวลาอันควร และความล้มเหลวในการเกิดฟองเมื่อแม่พิมพ์ดีดออก
· โซลูชั่น:
o • ใช้เกลือตะกั่วหรือสารเพิ่มความคงตัวของแคลเซียม–สังกะสีที่ 4.5–6 กก. เพื่อให้คงความเสถียรที่อุณหภูมิสูง
• พิจารณาปรับระบบรักษาเสถียรภาพใหม่เพื่อป้องกันการสลายตัวก่อนเวลาอันควรและความไม่สมดุลของการหล่อลื่น
ครั้งที่สอง พารามิเตอร์กระบวนการอัดรีด (อุณหภูมิ / ความดัน / ความเร็วของสกรู)
1. โปรไฟล์อุณหภูมิไม่ถูกต้อง (สาเหตุหลักของกระบวนการ)
· ปัญหาอุณหภูมิทั่วไปที่ไม่เกิดฟอง:
ปัญหาอุณหภูมิและผลลัพธ์
|
ปัญหาอุณหภูมิ |
ส่งผลกระทบ |
ผลลัพธ์ |
|
อุณหภูมิบาร์เรลต่ำเกินไป |
สารเกิดฟองไม่สามารถสลายตัวได้ |
ไม่มีฟอง |
|
อุณหภูมิโซนด้านหน้าสูงเกินไป |
เกิดฟองก่อนวัยอันควร |
การสูญเสียแรงดันแม่พิมพ์ภายใน ไม่มีการขยายตัวเมื่อทำการรื้อถอน |
|
อุณหภูมิโพรงแม่พิมพ์ไม่เพียงพอ |
ละลายแข็งเกินไป |
ฟองอากาศไม่สามารถขยายได้ |
· โปรไฟล์อุณหภูมิที่แนะนำ (เครื่องอัดรีดสกรูคู่ทรงกรวย):
o • โซนป้อนอาหาร: 140–155°C (เพื่อป้องกันการเกิดฟองก่อนเวลาอันควร)
o • บริเวณการหลอมเหลว/การบีบอัด: 160–175°C (หน้าต่างการสลายตัวของสารก่อฟอง)
o • โซนหางถัง/หน้าแปลน: 165–178°C
· • ดาย/ดายปาก: 160–172°C (ต่ำกว่าอุณหภูมิบาร์เรล 5–10°C)
อุณหภูมิที่แนะนำสำหรับแต่ละโซน
|
โซน |
ข้อแนะนำเกี่ยวกับอุณหภูมิ(หน่วย:°C) |
บันทึก |
|
โซนฟีด |
140–155 |
เพื่อป้องกันการเกิดฟองก่อนวัยอันควร |
|
โซนการหลอมละลาย/การบีบอัด |
160–175 |
หน้าต่างการสลายตัวของสารเกิดฟอง |
|
โซนหาง/หน้าแปลน |
165–178 |
- |
|
ตาย/ปากตาย |
160–172 |
ต่ำกว่าอุณหภูมิถัง 5–10°C |
· ขั้นตอนการปรับเปลี่ยน:
1. • ขั้นแรก เพิ่มอุณหภูมิขึ้น 5–10°C และสังเกตว่าเริ่มเกิดฟองหรือไม่
2. • หากยังไม่มีฟอง: เพิ่มอุณหภูมิบริเวณหลอมเหลวขึ้น 5–8°C
3. • หากเกิดฟองก่อนกำหนด: ลดอุณหภูมิบริเวณป้อนลง 5–10°C
2. ความเร็วของสกรู - การป้อนไม่ตรงกัน
ปัญหาและวิธีแก้ปัญหาความเร็วของสกรู
|
ปัญหาความเร็วของสกรู |
การแสดงปัญหา |
สารละลาย |
|
ความเร็วของสกรูไม่เพียงพอ |
การทำให้เป็นพลาสติกไม่ดีและระยะเวลาการคงตัวยาวนาน → เกิดฟองหรือการละลายของก๊าซก่อนเวลาอันควร |
ช่วงการทำงานปกติ: 18-28 รอบต่อนาที; สำหรับสภาวะที่ไม่มีฟอง ให้เพิ่มความเร็ว 3-5 รอบต่อนาทีเพื่อปรับปรุงประสิทธิภาพแรงเฉือนและพลาสติก |
|
ความเร็วของสกรูสูงเกินไป |
แรงเฉือนสูงเกินไปและการเกิดพลาสติกอย่างรวดเร็ว → การเกิดฟองก่อนเวลาอันควร |
ช่วงการทำงานปกติ: 18-28 รอบต่อนาที; สำหรับการเกิดฟองก่อนกำหนด ให้ลดความเร็วลง 3-5 รอบต่อนาที เพื่อชะลอการเกิดฟอง |
|
ความเร็วในการป้อนและความเร็วในการอัดขึ้นรูปไม่ตรงกัน
|
ความไม่แน่นอนของความดัน
|
ช่วงการทำงานปกติ: 18-28 รอบต่อนาที |
โอ
3. แรงดันภายในแม่พิมพ์ไม่เพียงพอ
· ปรากฏการณ์: ไม่มีการขยายตัวเมื่อพ่นแม่พิมพ์ออก ความหนาแน่นสูง
· สาเหตุ:
o • ช่องว่างแม่พิมพ์มากเกินไป อัตราส่วนการบีบอัดไม่เพียงพอ บรรเทาความดันก่อนวัยอันควร
· โซลูชั่น:
o • ลดช่องว่างแม่พิมพ์อย่างเหมาะสมและเพิ่มแรงกดที่ศีรษะ
• ตรวจสอบการรั่วของระบบสุญญากาศหรือการอพยพมากเกินไป
ที่สาม ปัญหาเกี่ยวกับอุปกรณ์และแม่พิมพ์
ปัญหาเครื่องและวิธีแก้ไข
|
ปัญหาเครื่อง |
คำอธิบายปัญหา |
สารละลาย |
|
การสึกหรอของสกรูอัดรีด |
อัตราการบีบอัดลดลง, การขึ้นรูปพลาสติกไม่ดี, แรงดันต่ำ |
เปลี่ยนหรือซ่อมแซมสกรู |
|
การควบคุมอุณหภูมิไม่ถูกต้อง |
อุณหภูมิจริงเบี่ยงเบนไปจากค่าที่แสดงเป็น >10°C |
ปรับเทียบเทอร์โมคัปเปิลใหม่ |
|
การออกแบบนักวิ่งแม่พิมพ์ |
โซนอันตราย การสะสมของวัสดุ หรือการกระจายอุณหภูมิที่ไม่สม่ำเสมอ |
ขัด ทำความสะอาด และ/หรือเพิ่มแถบทำความร้อน |
|
ระบบไอเสีย/สูญญากาศ |
การดูดมากเกินไป → การกำจัดฟองก๊าซ |
ลดแรงดันสุญญากาศ |
IV. ขั้นตอนการแก้ไขปัญหาด่วน (ตามลำดับความสำคัญ)
1. การวิเคราะห์แถบวัสดุ:
o • ขาดการขยายตัวอย่างสมบูรณ์หลังการดีดแม่พิมพ์ → สารเกิดฟองไม่เพียงพอ สารเกิดฟองที่ไม่สลายตัว หรืออุณหภูมิต่ำเกินไป
o • การเกิดฟองภายในแม่พิมพ์แต่ไม่มีการขยายตัวหลังจากการรื้อถอน → เกิดฟองก่อนกำหนด (ความร้อนบริเวณด้านหน้ามากเกินไป หรือการลื่นภายในมากเกินไป)
2. การตรวจสอบใบสั่งยา:
o • ปริมาณของสารก่อฟอง + สารกระตุ้นเพียงพอหรือไม่
o • ปริมาณตัวควบคุมการเกิดฟองอยู่ภายใน 5–8 กก. หรือไม่
o • สลิปภายในมากเกินไปหรือไม่?
o • มีวัสดุรีไซเคิลหรือสารตัวเติมมากเกินไปหรือไม่?
3. การปรับพารามิเตอร์เดี่ยว (แก้ไขเพียงพารามิเตอร์เดียวในแต่ละครั้ง):
o ขั้นตอนที่ 1: เพิ่มอุณหภูมิบริเวณหลอมเหลว +5–10°C; สังเกต.
o ขั้นตอนที่ 2: เพิ่มตัวควบคุมฟองขึ้น +0.5 กก.
o ขั้นตอนที่ 3: ลดสลิปภายในลง –0.2 กก และเพิ่มสลิปภายนอกลง +0.2 กก.
o ขั้นตอนที่ 4: เพิ่มความเร็วของสกรู +3–5 รอบต่อนาที
4. การทดสอบและการตรวจสอบ:
o • หลังจากการปรับแต่ละครั้ง ให้คงตัวการอัดขึ้นรูปเป็นเวลา 10-15 นาทีก่อนสุ่มตัวอย่าง
• ประเมินความหนาแน่น โครงสร้างเซลล์ (ความสม่ำเสมอของรูพรุน) และการปรับขนาดของพื้นผิว
· สูตรแนะนำสำหรับวงกบประตูไม้-พลาสติก (ต่อ PVC 100 กก.):
o • สารทำให้เกิดฟอง (AC): 1.0–1.2 กก. + ZnO: 0.2 กก.
o • ตัวควบคุมการเกิดฟอง: 6–7 กก
o • สารหล่อลื่นภายใน (กรดสเตียริก): 0.6–0.8 กก
o • สารหล่อลื่นภายนอก (แว็กซ์ PE): 0.4–0.6 กก
o • ฟิลเลอร์ (แบบแห้ง): 60–80 กก
o • วัสดุรีไซเคิล: ≤30%
ข่าวที่เกี่ยวข้อง
- เครื่องอัดรีดโปรไฟล์พลาสติกรีไซเคิล 4 ช่องเข้าถึงความเร็วสูง 8 เมตรต่อนาที
- วิธีแก้ปัญหาสำหรับปัญหาการผลิตเครื่องอัดรีด WPC
- วัสดุใดที่สามารถนำมาใช้ในเครื่อง Yongte WPC?
- ทดสอบสายการผลิตรีไซเคิลสิ่งทอเสียสำเร็จ
- การเปรียบเทียบ WPC ในร่มกับ WPC กลางแจ้ง
- ประกาศการยอมรับการทดลองใช้อุปกรณ์โครงการรีไซเคิลเสื้อผ้าเสียและนำกลับมาใช้ใหม่
ฝากข้อความถึงฉัน











