

จะปรับปรุงความเร็วการผลิตของ WPC Decking Extrusion Line ได้อย่างไร?
การเพิ่มประสิทธิภาพความเร็วในการผลิตสำหรับสายการอัดรีดพื้น WPC: คู่มือที่ครอบคลุม
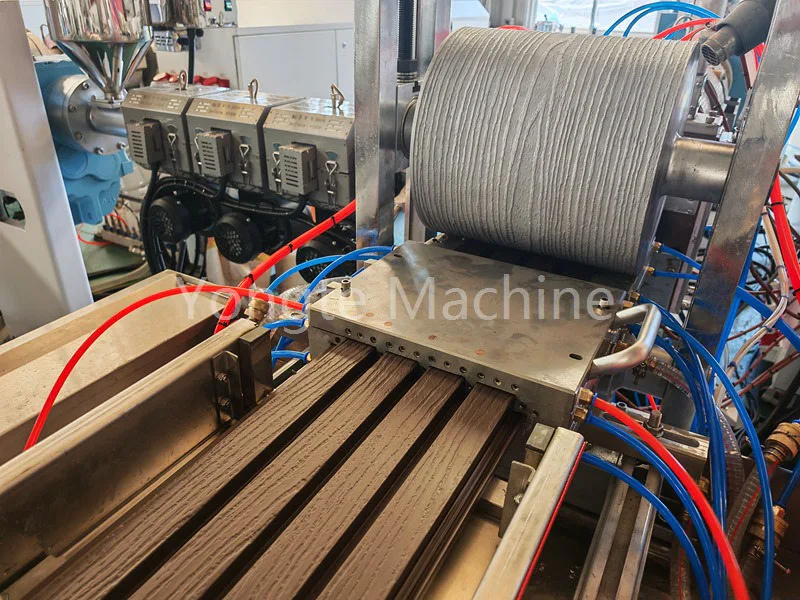
Yongte เป็นผู้ผลิตมืออาชีพสำหรับความเร็วสูงสายการอัดรีดพื้นระเบียง WPC ด้วยกำลังการผลิตสูงในการผลิตผลิตภัณฑ์พื้นระเบียง WPC คุณภาพสูง เพื่อเพิ่มความเร็วในการผลิตให้สูงสุดในสายการอัดรีดพื้นระเบียง WPCกลยุทธ์หลักมุ่งเน้นไปที่วัตถุประสงค์ห้าประการที่เชื่อมโยงถึงกัน: การรักษาประสิทธิภาพการทำให้เป็นพลาสติกอย่างมีเสถียรภาพ ลดความต้านทานของวัสดุ ทำให้เย็นลงอย่างรวดเร็ว รับประกันการซิงโครไนซ์แบบเต็มบรรทัด และลดเวลาหยุดทำงาน ทั้งหมดนี้ในขณะเดียวกันก็รักษามาตรฐานคุณภาพผลิตภัณฑ์ที่เข้มงวด

I. การกำหนดสูตรและการปรับสภาพวัตถุดิบ (รากฐานสำหรับการอัดขึ้นรูปที่ราบรื่น)
1. ปรับสูตรให้เหมาะสมเพื่อเพิ่มความสามารถในการไหลและความเสถียรทางความร้อน
· สารที่เข้ากันได้/ตัวเชื่อมโยง: เติม PE/PP ที่กราฟต์มาลิกแอนไฮไดรด์ (เช่น MAH-g-PE) อย่างเพียงพอ เพื่อเพิ่มการยึดเกาะของผงไม้-พลาสติก ซึ่งช่วยลดการจับตัวเป็นก้อนและการแตกหักที่หลอมละลาย
· ระบบหล่อลื่น:
o สารหล่อลื่นภายใน (เช่น กรดสเตียริก ขี้ผึ้ง PE) ช่วยลดความหนืดของการหลอม จึงช่วยลดความร้อนจากแรงเฉือนของสกรูและภาระของยูนิตหลัก
o สารหล่อลื่นภายนอก (เช่น พาราฟิน ขี้ผึ้งโพลีเอทิลีนออกซิไดซ์): ลดการเสียดสีระหว่างวัสดุกับกระบอกสูบ/แม่พิมพ์ และลดแรงดันในการอัดขึ้นรูป
o ควรควบคุมปริมาณการเติมทั้งหมดภายใน 1%–3% เพื่อป้องกันการเลื่อนจากภายนอกมากเกินไปซึ่งอาจทำให้เกิดการแบ่งชั้นและข้อบกพร่องที่พื้นผิว
· ไส้และผงไม้: ควรควบคุมปริมาณความชื้นของผงไม้ไว้ที่ ≤3% โดยมีขนาดอนุภาคสม่ำเสมอ (80–120 mesh) ควรเลือกแคลเซียมคาร์บอเนตที่เปิดใช้งานเพื่อลดการดูดซึมน้ำมันและเพิ่มความหนืด
2. การผสมและการทำให้เป็นพลาสติกล่วงหน้า (คอขวดส่วนหน้า)
· การผสมแบบร้อนความเร็วสูงรวมกับการผสมแบบเย็นทำให้การผสมสม่ำเสมอโดยไม่มีจุดบอด ป้องกัน "วัสดุที่ตายแล้ว" หรือการรวมตัวเป็นก้อนเฉพาะจุด
· เมื่อเป็นไปได้ สามารถรวมกระบวนการบดล่วงหน้าเพื่อหลอมวัสดุที่เป็นผงให้เป็นเม็ด เพื่อให้มั่นใจว่าการป้อนมีความเสถียรมากขึ้น การทำให้เป็นพลาสติกเร็วขึ้น และเพิ่มความเร็วของสายการผลิต 20%–30%

ครั้งที่สอง โฮสต์เครื่องอัดรีดและสกรู (หน่วยพลังงานหลัก)
1. การเพิ่มประสิทธิภาพของสกรูและลำกล้อง
· อัตราส่วนภาพสูง (L/D=40–48) และสกรูคู่ขนานที่มีแรงบิดสูงได้รับการคัดเลือกเพื่อเพิ่มประสิทธิภาพในการเฉือนและการผสม ทำให้เหมาะสำหรับสูตร WPC ที่มีการบรรจุสูง
· การรวมสกรู: เพิ่มปริมาตรของส่วนการลำเลียง เพิ่มประสิทธิภาพเค้าโครงของบล็อกผสม / บล็อกเฉือน ลดความร้อนจากแรงเฉือน และปรับปรุงประสิทธิภาพการลำเลียงภายใต้สถานที่ตั้งของการทำให้เป็นพลาสติก
· การทำความร้อนด้วยกระบอกแม่พิมพ์: ใช้การควบคุมอุณหภูมิแบบแบ่งโซนอย่างแม่นยำ (PID) โดยมีความผันผวนของอุณหภูมิ ≤±1°C เพื่อป้องกันความร้อนสูงเกินไปเฉพาะที่หรือการเกิดพลาสติกไม่เพียงพอ
2. การจับคู่ความเร็วและโหลด (กุญแจสำคัญในการเร่งความเร็ว)
· ความเร็วมอเตอร์: ค่อยๆ เพิ่มความเร็วโดยยังคงรักษาแรงบิดพิกัดและกระแสคงที่ไว้ 70%-90% (ระบบ PE/PP สามารถเข้าถึง 150-250 รอบต่อนาที)
· การซิงโครไนซ์การป้อน: มีการใช้เครื่องป้อนลดน้ำหนักซึ่งเชื่อมโยงแบบวงปิดกับความเร็วในการหมุนของเครื่องหลักเพื่อให้แน่ใจว่าอัตราการเติมช่องสกรูอยู่ที่ 70%–90% ซึ่งป้องกัน "การหมุนรอบเดินเบา" หรือการโอเวอร์โหลด
· ระบบสุญญากาศ: รักษาสุญญากาศสูงให้เสถียร (-0.08 ถึง-0.09 MPa) กำจัดไอน้ำและส่วนประกอบที่ระเหยได้ทันที ลดฟองอากาศ ปรับปรุงคุณภาพพื้นผิว และเพิ่มความเร็วในการประมวลผล

ที่สาม แม่พิมพ์และการตั้งค่า (กำหนดความเร็วเชิงเส้นสูงสุด)
1. การออกแบบแม่พิมพ์และการเพิ่มประสิทธิภาพช่องทางการไหล
· หัวดายแบบแขวนและแบบหางปลาที่ปรับให้เหมาะสมโดยการจำลอง CFD มีช่องการไหลที่ราบรื่นและการกระจายแรงดันสม่ำเสมอ ซึ่งสามารถหลีกเลี่ยงการเกาะติดของวัสดุและความร้อนสูงเกินไปในท้องถิ่น
· ช่องว่างของแม่พิมพ์มีความสมเหตุสมผล และอัตราส่วนกำลังอัดอยู่ในระดับปานกลาง (3-5:1) ซึ่งช่วยลดแรงกดอัดขึ้นรูปและความต้านทานการหลอมละลาย
· การให้ความร้อนแม่พิมพ์: ด้วยการควบคุมอุณหภูมิแบบแบ่งโซนและกำลังความร้อนที่เพียงพอ อุณหภูมิของการหลอมเหลวในโพรงแม่พิมพ์จึงมั่นใจได้ว่าจะสม่ำเสมอและมีความลื่นไหลสม่ำเสมอ
2. ระบบการสอบเทียบ (คอขวดหลักสำหรับการปรับปรุงความเร็ว)
· โต๊ะปรับตั้งแบบยาว (โดยทั่วไปคือ 8–12 ม.) จะเพิ่มพื้นที่การทำความเย็นและเวลาสัมผัส
· ทางน้ำหล่อเย็น :
o ใช้น้ำหมุนเวียนอุณหภูมิต่ำที่มีการไหลสูงและอุณหภูมิต่ำ (15–25°C) เพื่อกระจายความร้อนอย่างรวดเร็วและลดระยะเวลาการตั้งค่าให้สั้นลง
o การฉีดพ่นหลายจุดในแม่พิมพ์และการดูดซับสูญญากาศช่วยให้มั่นใจได้ว่าโปรไฟล์จะยึดติดกับแม่พิมพ์ได้อย่างรวดเร็ว รักษาความเสถียรของมิติ และป้องกันการเสียรูป
· ความเสถียรของสุญญากาศ: ตรวจสอบให้แน่ใจว่าโปรไฟล์ถูกดูดซับอย่างสมบูรณ์ในแม่พิมพ์ขึ้นรูปโดยมีความเย็นสม่ำเสมอ ช่วยเพิ่มความเร็วในการยึดเกาะได้อย่างมาก
IV. การยึดเกาะ การระบายความร้อน และส่วนท้าย (ซิงโครนัสตลอดทั้งเส้น)
1. ระบบฉุดลาก
· เครื่องลากแบบหลายม้วนที่มีแรงเสียดทานสูงซิงโครไนซ์กับความเร็วของเครื่องจักรหลักในวงปิด (PID) โดยมีความผันผวนของความเร็วเชิงเส้น ≤±0.1ม./นาที
· ความเร็วในการยึดเกาะที่ตรงกับอัตราการอัดขึ้นรูป: ภายใต้สมมติฐานที่ช่วยให้สามารถหล่อเย็นได้ ให้ค่อยๆ เพิ่มแรงยึดเกาะเพื่อให้ได้ "การอัดขึ้นรูปด้วยความเร็วสูง + การยึดเกาะด้วยความเร็วสูง"
2. ระบบทำความเย็น (ระบายความร้อนรอง)
· ขยายถังน้ำหล่อเย็นแบบสเปรย์ (5–10 ม.) เพื่อให้แน่ใจว่าโปรไฟล์จะเย็นลงอย่างรวดเร็วจนถึงอุณหภูมิห้องหลังจากออกจากโต๊ะขึ้นรูป เพื่อป้องกันการเสียรูปหรือการตัดที่ไม่ดีตามมา
· พัดลมระบายความร้อนเสริม: การระบายความร้อนด้วยอากาศที่พื้นผิวเพื่อเพิ่มประสิทธิภาพในการระบายความร้อน
3. การตัดและการจัดวางบนพาเลท (ลดการหยุดทำงาน)
· การผลิตดำเนินไปอย่างต่อเนื่องไม่มีหยุด
· ปรับพารามิเตอร์การตัดให้เหมาะสมเพื่อลดครีบและของเสีย และลดความถี่ในการเปลี่ยนและทำความสะอาดเครื่องมือ
· การจัดวางบนพาเลท / ซ้อนอัตโนมัติ: ลดการแทรกแซงด้วยตนเองและปรับปรุงประสิทธิภาพการผลิต

V. การควบคุมกระบวนการและความฉลาด (การเร่งความเร็วที่เสถียร)
· การเพิ่มประสิทธิภาพเส้นโค้งอุณหภูมิ:
o ถัง: อุณหภูมิต่ำในส่วนการป้อน (ป้องกันการเชื่อม) → ค่อยๆ ให้ความร้อนในส่วนการทำให้เป็นพลาสติก → อุณหภูมิคงที่ในส่วนการทำให้เป็นเนื้อเดียวกัน → สูงขึ้นเล็กน้อยในหัวดาย (เพื่อรักษาความลื่นไหล)
o หลีกเลี่ยงรูปแบบ "ด้านหน้าต่ำ ด้านหลังสูง" เพื่อป้องกันการเกิดพลาสติกและแรงดันที่พุ่งสูงขึ้น
· การตรวจสอบความดัน:
รักษาแรงดันหัวดายให้อยู่ในช่วงที่เหมาะสม (เช่น 10–18 MPa) หากแรงดันผันผวนอย่างมาก ให้ลดความเร็วหรือตรวจสอบสูตร/แม่พิมพ์
· การควบคุมระบบแบบรวม:
PLC จัดการส่วนประกอบทั้งหมด รวมถึงโฮสต์ การป้อน สุญญากาศ การฉุด การทำความเย็น และการตัดด้วยการเริ่ม/หยุดเพียงสัมผัสเดียว และการปรับพารามิเตอร์แบบเรียลไทม์
· การตรวจสอบออนไลน์:
การวัดเส้นผ่านศูนย์กลางด้วยเลเซอร์ การป้อนกลับความหนา/ความกว้างแบบเรียลไทม์ การปรับแรงฉุด/อุณหภูมิแบบละเอียดอัตโนมัติ ลดเศษวัสดุและเวลาหยุดทำงานสำหรับการปรับเปลี่ยน

สรุป
เพื่อให้บรรลุการปรับให้เหมาะสมอย่างครอบคลุม การปรับปรุงจะต้องครอบคลุมพื้นที่สำคัญหลายประการ: การปรับสูตรและวัตถุดิบ เครื่องจักรหลักในการอัดขึ้นรูปและการกำหนดค่าสกรู การออกแบบแม่พิมพ์และระบบการสร้างรูปร่าง การหล่อเย็นแบบฉุดลากและกระบวนการดาวน์สตรีม ตลอดจนการควบคุมกระบวนการและระบบการจัดการอัจฉริยะ ขั้นแรก การปรับสูตรวัสดุให้เหมาะสมเพื่อเพิ่มความลื่นไหลและความเสถียรทางความร้อน รวมกับการผสมที่แม่นยำและการเตรียมพลาสติกล่วงหน้า จะสร้างพื้นฐานพื้นฐานสำหรับการอัดขึ้นรูปที่ราบรื่น ประการที่สอง การอัพเกรดชุดประกอบกระบอกสกรูในขณะเดียวกันก็รับประกันการจับคู่โหลดความเร็วที่เหมาะสมที่สุดจะทำหน้าที่เป็นตัวขับเคลื่อนหลักในการเพิ่มความเร็ว ประการที่สาม การออกแบบแม่พิมพ์ที่ซับซ้อน การเพิ่มประสิทธิภาพช่องทางการไหล และการปรับปรุงโต๊ะขึ้นรูปสุญญากาศ ทำหน้าที่เป็นปัจจัยสำคัญในการเพิ่มความเร็วของสายการผลิตให้สูงสุด นอกจากนี้ การเพิ่มประสิทธิภาพกระบวนการขั้นปลายน้ำ—ซึ่งรวมถึงระบบการลาก ท่อระบายความร้อน และการตัด/การวางพาเลทอัตโนมัติ—อำนวยความสะดวกในการซิงโครไนซ์แบบเต็มสายการผลิตและลดเวลาหยุดทำงานของการผลิตให้เหลือน้อยที่สุด สุดท้ายนี้ การควบคุมกระบวนการขั้นสูงและเทคโนโลยีอัจฉริยะทำให้มั่นใจได้ว่าการผลิตจะมีเสถียรภาพและสม่ำเสมอ ดังนั้นจึงทำให้เกิดการปรับปรุงความเร็วที่ยั่งยืนโดยไม่กระทบต่อคุณภาพของผลิตภัณฑ์
ข่าวที่เกี่ยวข้อง
- ทดลองทำกะลามะพร้าวเป็นพื้น WPC
- เครื่องบดและบดผงไม้ที่ให้ผลผลิตสูงและประหยัดพลังงาน: Yongte ผ่านการยอมรับประสิทธิภาพในสถานที่ทำงานของลูกค้าชาวยุโรป
- เครื่องบดย่อย WPC ประสิทธิภาพสูงสำหรับลูกค้าชาวยุโรป
- สายการอัดรีดไม้พลาสติกสำหรับแผงหนาทึบ 50 มม
- Yongte เสร็จสิ้นสายการอัดรีดกรอบประตู WPC Solid Foam สำหรับลูกค้าชาวอินเดีย
- เครื่องจักรตัดไม้พลาสติก Yongte สามารถผลิตไม้แปรรูปพลาสติกที่มีรูปทรงและขนาดต่างกันได้หรือไม่
ฝากข้อความถึงฉัน











