

โซลูชันทางเทคนิคสำหรับการแก้ปัญหาความเร็วการอัดขึ้นรูปที่ไม่สมดุลของสายการอัดรีดโปรไฟล์พลาสติกสี่ช่อง
โซลูชันทางเทคนิคสำหรับการแก้ปัญหาความเร็วการอัดขึ้นรูปที่ไม่สมดุลของสายการอัดรีดโปรไฟล์พลาสติกสี่ช่อง
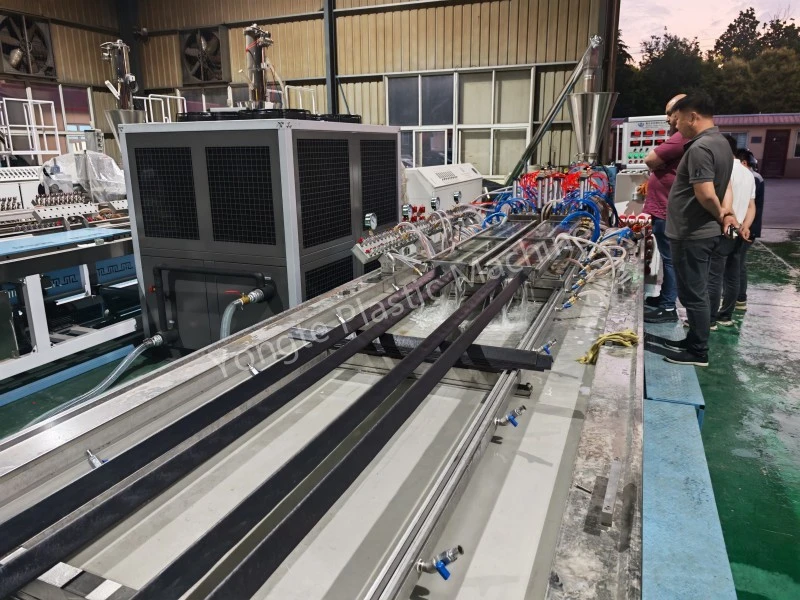
ในกระบวนการผลิตการอัดขึ้นรูปโปรไฟล์พลาสติกสี่ช่อง ความเร็วในการอัดขึ้นรูปที่ไม่สมดุลระหว่างสี่ช่องเป็นปัญหาทางเทคนิคทั่วไป ปัญหานี้จะทำให้เกิดความแม่นยำด้านมิติของผลิตภัณฑ์ที่ไม่สอดคล้องกัน ความหนาของผนังไม่สม่ำเสมอ โปรไฟล์ที่มีข้อบกพร่อง และผลผลิตการผลิตลดลง ซึ่งจำกัดเสถียรภาพและประสิทธิภาพของการผลิตจำนวนมากอย่างจริงจัง จากวัสดุการผลิตจริงและข้อกำหนดของผลิตภัณฑ์ของลูกค้า ทีมวิศวกรของ Yongte ได้พัฒนาแผนการออกแบบระบบรองรับและระบบรองรับแบบมืออาชีพที่ตรงเป้าหมาย เพื่อแก้ไขปัญหาความเร็วการทำงานที่ไม่สอดคล้องกันของโปรไฟล์สี่ช่อง ทำให้เกิดการผลิตสายการอัดขึ้นรูปสี่ช่องที่มีความแม่นยำสูง มีเสถียรภาพ และซิงโครนัส
1. ความเป็นมาของปัญหาทางเทคนิค
แม่พิมพ์อัดขึ้นรูปสี่ช่องแบบบูรณาการแบบดั้งเดิมใช้โครงสร้างการทำความร้อนและการควบคุมการไหลแบบรวม ได้รับผลกระทบจากปัจจัยต่างๆ เช่น การกระจายการไหลของของเหลวที่ไม่สม่ำเสมอ ความเบี่ยงเบนของอุณหภูมิในพื้นที่แม่พิมพ์ และข้อผิดพลาดในการประมวลผล ความเร็วในการอัดขึ้นรูปของสี่ช่องมีแนวโน้มที่จะไม่สอดคล้องกันในระหว่างการผลิตต่อเนื่อง การเบี่ยงเบนความเร็วระหว่างฟันผุจะนำไปสู่ความแตกต่างในความเร็วในการขึ้นรูปโปรไฟล์และการหดตัวของการระบายความร้อน ส่งผลให้เกิดข้อบกพร่องด้านคุณภาพเป็นชุด เช่น การบิดเบี้ยว การเสียรูป ขนาดที่ไม่ยอมรับได้ และความเรียบของพื้นผิวที่ไม่สม่ำเสมอของผลิตภัณฑ์สำเร็จรูป ซึ่งไม่สามารถตอบสนองข้อกำหนดการผลิตมาตรฐานสูงของโปรไฟล์พลาสติกได้
2. โครงการออกแบบที่ปรับให้เหมาะสมอย่างมืออาชีพ
เมื่อรวมกับคุณลักษณะของวัตถุดิบของลูกค้า พารามิเตอร์โครงสร้างผลิตภัณฑ์ และเงื่อนไขการผลิตที่ไซต์งาน วิศวกรของ Yongte ได้ดำเนินการออกแบบที่ตรงเป้าหมายสำหรับโครงสร้างแม่พิมพ์ การควบคุมการไหล การตัดแบบฉุดลาก และระบบลำเลียงเสริม พร้อมด้วยโซลูชันทางเทคนิคโดยละเอียดดังต่อไปนี้:
2.1 โครงสร้างตัวถังคู่พร้อมระบบควบคุมอุณหภูมิอิสระ
ตัวแม่พิมพ์สี่ช่องอินทิกรัลดั้งเดิมได้รับการปรับให้เหมาะกับ aโครงสร้างตัวถังแบบอิสระคู่โดยแต่ละแม่พิมพ์จะมีช่องอัดขึ้นรูปสองช่อง ตัวแม่พิมพ์ทั้งสองชุดมีความเป็นอิสระอย่างสมบูรณ์ในการออกแบบโครงสร้างและระบบควบคุมอุณหภูมิ ตัวแม่พิมพ์แต่ละตัวได้รับการกำหนดค่าด้วยโมดูลทำความร้อนอิสระและหน่วยควบคุมอุณหภูมิ ซึ่งสามารถปรับอุณหภูมิได้อย่างแม่นยำแยกกันและการควบคุมอุณหภูมิคงที่ การออกแบบนี้ช่วยแก้ปัญหาการไหลของของเหลวที่ไม่สอดคล้องกันซึ่งเกิดจากการเบี่ยงเบนอุณหภูมิของแม่พิมพ์อย่างมีประสิทธิภาพ ช่วยรักษาสถานะการหลอมพลาสติกของแต่ละคาวิตี้จากแหล่งกำเนิดให้คงที่ และลดสาเหตุพื้นฐานของความแตกต่างความเร็วระหว่างตัวแม่พิมพ์ที่แตกต่างกัน

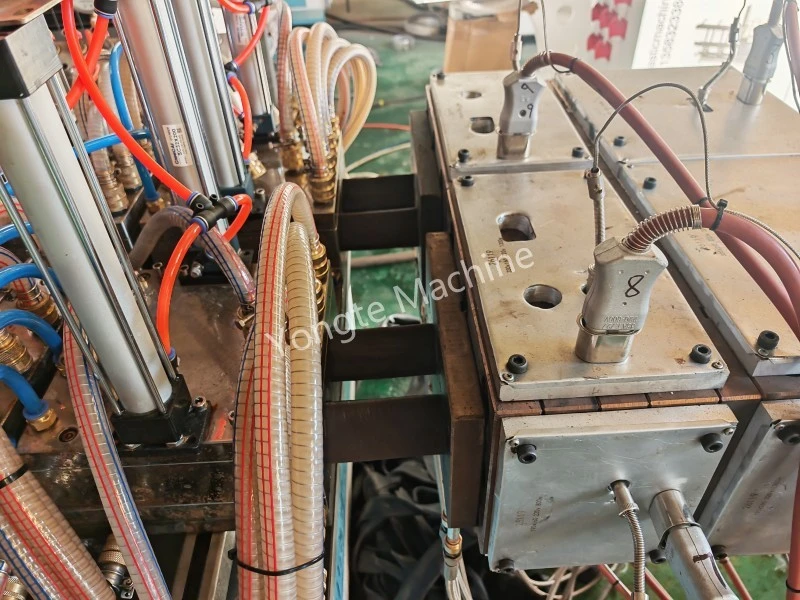
2.2 กลไกการปรับการไหลแบบอิสระสำหรับตัวถังเดี่ยว
ตัวแม่พิมพ์อิสระแต่ละตัวมีอุปกรณ์น็อตปรับการไหลแบบพิเศษ สำหรับการเบี่ยงเบนความเร็วของช่องทั้งสองภายในตัวแม่พิมพ์เดี่ยวเดียวกันที่เกิดจากความแตกต่างในการไหลเล็กน้อยและข้อผิดพลาดในการประกอบ การปรับแบบละเอียดออนไลน์สามารถทำได้ผ่านน็อตปรับการไหล ด้วยการปรับการไหลของการป้อนหลอมของคาวิตี้เดียวอย่างแม่นยำ ความเร็วในการอัดรีดของสองคาวิตี้ในตัวแม่พิมพ์เดียวกันจึงสามารถรักษาให้ซิงโครนัสได้อย่างสมบูรณ์ ทำให้มีการสอบเทียบความเร็วคาวิตี้ในระดับไมโคร และรับประกันความสม่ำเสมอของเอาท์พุตการอัดขึ้นรูปและความเร็วการขึ้นรูปของแต่ละคาวิตี้ในกลุ่มเดียวกัน
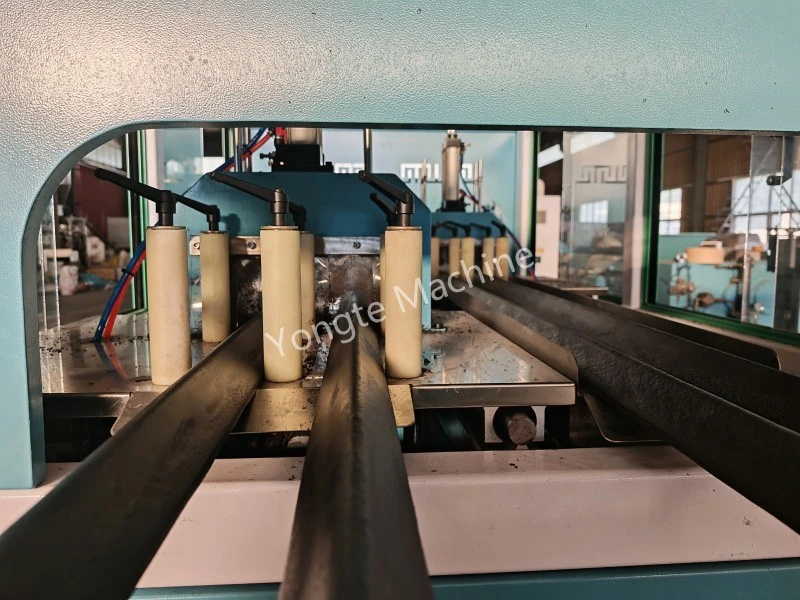
2.3 ระบบควบคุมความเร็วการยึดเกาะถนนแบบอิสระคู่
ระบบการยึดเกาะแบบอิสระชุดคู่ได้รับการกำหนดค่าให้เข้ากับตัวถังแบบแม่พิมพ์คู่และโครงร่างช่องแบบกลุ่มคู่ แตกต่างจากโหมดฉุดลากเดี่ยวแบบดั้งเดิมที่ขับเคลื่อนสี่ช่องพร้อมกัน อุปกรณ์ยึดเกาะทั้งสองชุดทำงานแยกกันโดยมีโปรแกรมควบคุมความเร็วแยกกัน ระบบสามารถปรับความเร็วการยึดเกาะของโปรไฟล์สองช่องทั้งสองกลุ่มได้อย่างอิสระตามความเร็วการอัดขึ้นรูปจริงของตัวแม่พิมพ์ทั้งสอง ทำให้เกิดการจับคู่ความเร็วการอัดขึ้นรูปและความเร็วการยึดเกาะแบบไดนามิก หลีกเลี่ยงการยืดโปรไฟล์ การหดตัว และการเบี่ยงเบนมิติที่เกิดจากการยึดเกาะแบบอะซิงโครนัส และช่วยรับประกันความสม่ำเสมอของความเร็วโดยรวมของทั้งสี่ช่อง

2.4 ระบบตัดความยาวคงที่อิสระ
สอดคล้องกับโครงสร้างการอัดขึ้นรูปและการดึงแบบกลุ่มคู่ ระบบตัดอิสระสองชุดได้รับการติดตั้งสำหรับการดำเนินการตัดที่มีความยาวคงที่แยกกัน ระบบการตัดแต่ละระบบจะติดตามและจับคู่ความเร็วในการทำงานและจังหวะการป้อนของกลุ่มโปรไฟล์ที่เกี่ยวข้องกันอย่างเป็นอิสระ โหมดควบคุมการตัดแบบอิสระช่วยลดข้อผิดพลาดในการตัดและความไม่สอดคล้องของความยาวที่เกิดจากการตัดโปรไฟล์แบบรวมที่มีความเร็วต่างกันเล็กน้อย ช่วยให้มั่นใจในความแม่นยำในการตัดความยาวคงที่ของแต่ละโปรไฟล์ช่อง และปรับปรุงอัตราคุณสมบัติของผลิตภัณฑ์
2.5 จับคู่ระบบลำเลียงและซ้อนอัตโนมัติ
มีการกำหนดค่าชั้นวางการลำเลียงและชั้นวางซ้อนอิสระสองชุด ซึ่งเข้ากันได้อย่างแม่นยำกับระบบการตัดคู่ หลังจากเสร็จสิ้นการตัดตามความยาวคงที่โดยอุปกรณ์ตัด อุปกรณ์ลำเลียงและซ้อนจะทำให้การรับ การลำเลียง และซ้อนวัสดุของกลุ่มโปรไฟล์ที่เกี่ยวข้องเสร็จสมบูรณ์โดยอัตโนมัติ การทำงานแบบซิงโครนัสและเป็นอิสระของระบบสายพานลำเลียงหลีกเลี่ยงการสะสมวัสดุ การอัดขึ้นรูป และการลำเลียงความสับสนที่เกิดจากความเร็วแบบอะซิงโครนัสของโปรไฟล์ช่องต่างๆ ช่วยให้มั่นใจได้ถึงการทำงานที่ราบรื่นและต่อเนื่องของสายการผลิตทั้งหมด และตระหนักถึงการผลิตอัตโนมัติและเป็นระเบียบ

3. ข้อดีทางเทคนิคและผลการผลิต
ด้วยการออกแบบที่กำหนดเองอย่างเป็นระบบข้างต้น ปัญหาความเร็วการอัดขึ้นรูปสี่ช่องที่ไม่สอดคล้องกันในการผลิตโปรไฟล์พลาสติกได้รับการแก้ไขอย่างสมบูรณ์ การควบคุมอุณหภูมิอิสระแบบ dual-die + การปรับละเอียดการไหลแบบกลุ่มเดียว + ระบบฉุดและการตัดแบบอิสระแบบคู่ทำให้เกิดการสอบเทียบความเร็วแบบเต็มลิงค์และระบบควบคุมแบบซิงโครนัส โครงการนี้มีข้อได้เปรียบที่สำคัญดังต่อไปนี้ ประการแรก ตระหนักถึงการควบคุมแหล่งกำเนิดของการไหลและอุณหภูมิของหลอมเหลว และกำจัดความแตกต่างของความเร็วเริ่มต้นของการอัดขึ้นรูป ประการที่สอง ตระหนักถึงการปรับความเร็วอย่างละเอียดแบบไดนามิกในกระบวนการผลิตเพื่อให้แน่ใจว่าการทำงานแบบซิงโครนัสในระยะยาวของสี่ช่อง ประการที่สาม ระบบเสริมอัตโนมัติที่เข้าคู่กันช่วยเพิ่มเสถียรภาพในการผลิตและความสม่ำเสมอของผลิตภัณฑ์สำเร็จรูป
หลังจากการตรวจสอบการผลิตที่ไซต์งาน การออกแบบที่ได้รับการปรับให้เหมาะสมนี้จะช่วยลดความทนทานต่อขนาดและอัตราข้อบกพร่องในการขึ้นรูปของโปรไฟล์สี่ช่องได้อย่างมีประสิทธิภาพ ปรับปรุงความเสถียรในการผลิตโดยรวมและประสิทธิภาพการผลิตของสายการอัดรีด และเหมาะสำหรับการผลิตโปรไฟล์พลาสติกต่างๆ ที่ได้มาตรฐานในระยะยาวและมีปริมาณสูง

ข่าวที่เกี่ยวข้อง
- สายการผลิตโปรไฟล์พลาสติก 4 ช่องจัดส่งไปยังจอร์แดนหลังจากการว่าจ้างที่ประสบความสำเร็จ
- วิธีแก้ปัญหาระดับมืออาชีพสำหรับการเกิดสีเหลือง เส้นริ้ว และการแตกร้าวของพื้นผิวประตูคอมโพสิตไม้-พลาสติก
- เครื่องอัดรีดโปรไฟล์พลาสติกรีไซเคิล 4 ช่องเข้าถึงความเร็วสูง 8 เมตรต่อนาที
- วิธีแก้ปัญหาสำหรับปัญหาการผลิตเครื่องอัดรีด WPC
- วัสดุใดที่สามารถนำมาใช้ในเครื่อง Yongte WPC?
- ทดสอบสายการผลิตรีไซเคิลสิ่งทอเสียสำเร็จ
ฝากข้อความถึงฉัน











